
如果是伺服电机驱动的压力机,只要保压时不超过电机的静止额定扭矩,就要可以长期保压。
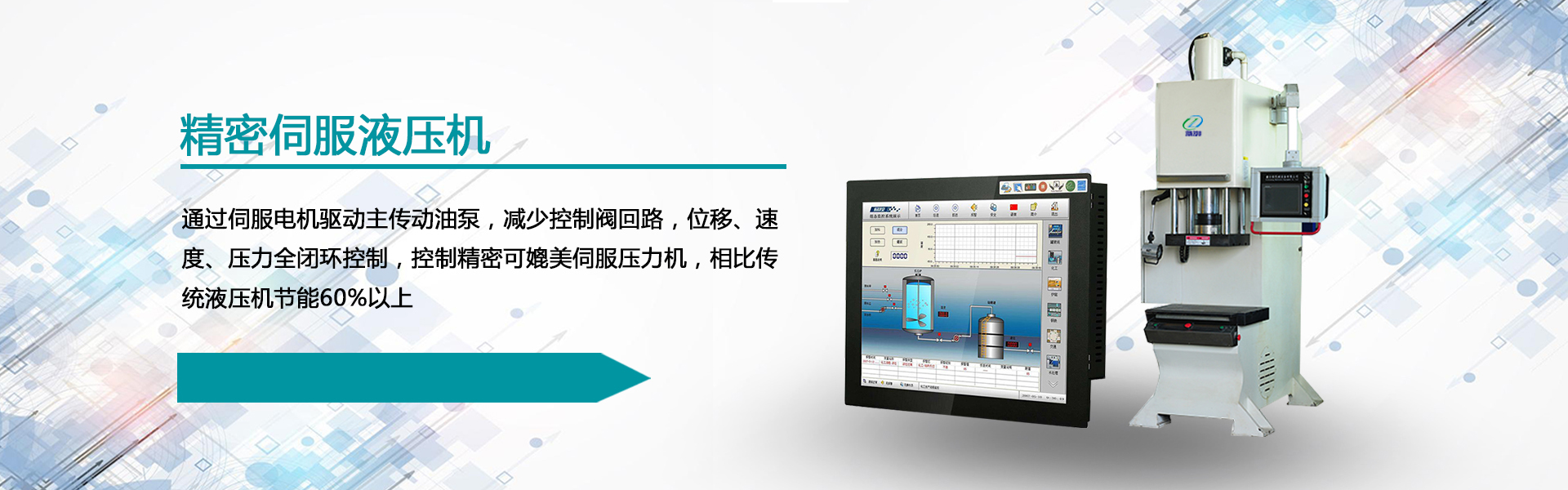
如果是液压驱动的压力机,只要液压泵系统可以长期保持足够的系统压力就可以长期保压。
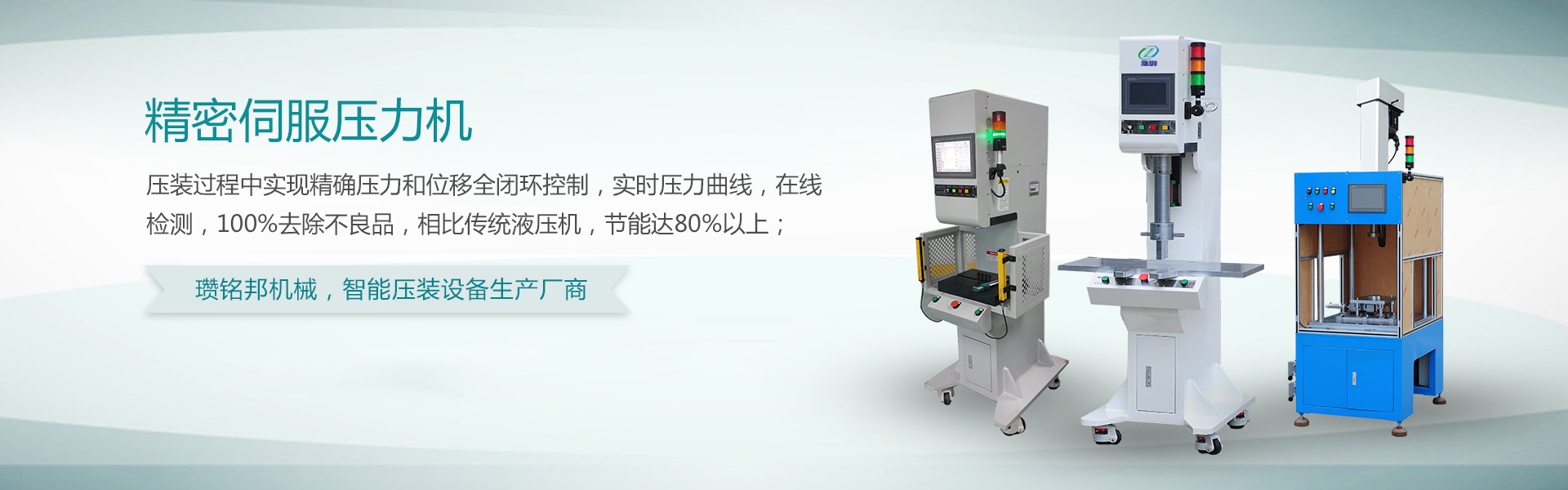
伺服压力机结构和技术特点
1、主体结构:采用桌上式结构,简单可靠,承载能力强,承载变形小,是稳定、应用范围广的承载结构。
2、伺服压力机系统构成:
设备主要系统构成:伺服压装单元、控制系统、显示器等组成。
伺服压装的原理:伺服电机通过同步带驱动精密滚珠丝杆,实现对压力主轴的精准位置控制;压力主轴前端安装高灵敏压力传感器,可实时检知压力主轴负载;控制系统实时采集位置与负载数据,从而实现精密压装的在线质量管理技术。
3、伺服压装单元主要构成:
驱动装置---伺服驱动
传动装置---同步轮结构、精密滚珠丝杆(研磨级)
压力输出---压力主轴(镀硬铬)
轴承套装---滚珠轴承、自润轴承等
压力传感器---外置型,结构美观,没有电线的干扰
机壳---钣金喷漆(计算机白)
控制系统---闭环控制
4、伺服压力机控制系统显示界面详细说明:
1)控制系统以日本安川伺服控制器为主体,进口品牌,质量保障。配备7寸寸真彩触摸显示器,全中文接口,图文显示,碰触操作,简单直观,普通操作员工经过简单培训即可上岗操作。
2)设备操作、调试,所有参数可直接在人机屏上写入;示教模式下(参数设置状态),可手动将设备运行至操作位置,再直接写入当前值。
3)配备有USB通讯接口,设备相关压装数据可用U盘导出PC机上、用Excel格式打开以便存储、编辑和产品质量追溯。
4)三种压装模式可选择:
位置模式:恒定速度,设定绝位位置到达压装停止;
压力模式:恒定速度,相对压力达到压装停止;
位移模式:恒定速度,相对位移到达压装停止;
5)单冲程六段速控制
快进:快速接近工件
探测:从空载转为负载前的检测行程
压装:接触工件,开始进行压入装配
缓冲:压装到位前的减速
保压:压装到位时停留时间
返回:保压完成点后快速返回工作原点
6)伺服压装、伺服传动机构都可以点动、单步、自动运行。在线质量判定功能:可实现压装同步检测。无需另外增加检测工位,即可轻松实现产品的全检。
7)质量NG或设备异常时,设备自动停止运行,并声光报报警,等待人工处理。
8)自诊断功能:设备故障报警时,人机可显示报警原因及建议处理方法便于维修人员快速排除解决。
9)安全防护:设备具备超程、超载、超设定报警功能。三色灯柱加蜂鸣器声光报警。配备急停按钮,在紧急情况时按下急停按钮,设备停止运行并声光报警,避免意外发生。
10)伺服压装系统为厂家标准成熟的最新版本控制系统。配置符合人机工程学设计的操作控制面板。
5、伺服压力机操作流程:
1)检查设备无异常后,接通电源,设备进入复位初始状态,复位完成后,设备进入待机状态,三色状态指示灯为绿色;
2)将待压装的工件放入工作台上。
3)在人机显示屏运行接口选择需要压装的模具号;在选择按钮切换为“自动/单循环”模式,然后双手同时按下按钮盒上的启动按钮,设备开始运行;三色灯为黄色运行指示。
4)压力主轴开始按设定的速度动作:快下-探测-压装-缓冲-保压-返回 。
5)压装完成后,设备三色状态指示灯变为绿色;
6)在选择按钮切换为“手动”模式,即双手触发启动后,伺服压力主轴下行,松手即停,这个动作主要用于设备调试与工件初始对位 。
7)按下急停按钮时的状态:
三色灯为红色;蜂鸣器持续发出短促鸣叫;压力主轴停在当前位置;按下“复位”按钮设备压力主轴回工作原点并待机,直至设备再次按压启动。
6、伺服压力机采用交流伺服电机驱动装置提供洁净的工作环境,伺服压力机和气压、液压设备相比节能约80%,满足不同洁净车间的特殊要求,具有环保、节能、安全、操作成本很低等特点。